Increasing profitability in rubber injection molding
ASPEM successful with SIGMASOFT® Virtual Molding
Customer: ASPEM Ferramentaria
SIGMASOFT® User: since 2012
Main application: Dimensioning and optimization of elastomer molds
License: Elastomer (Node locked)
Website: aspemferramentaria.com.br
One of the main cost factors in rubber injection molding is raw material. As rubber cannot be reprocessed the material used in the cold runner of multi-cavity molds influences directly the profitability of any application.
The company ASPEM Ferramentaria, a well-known mold producer in Brazil, was confronted with designing a 48-cavity mold, with dimensions 700 mm x 550 mm. The objective in this case was to maximize profitability. At the same time, the aim was minimizing scrap and cycle time, without negatively affecting part quality.
A runner of 159 cm3 was designed for the mold, based on the expertise of the project manager. Through simulation, the runner volume was reduced by 47%. This reduction in volume was conducted gradually, following an iterative process in SIGMASOFT® Virtual Molding: the parameters of shear rate, scorch and maximum injection pressure were monitored throughout the development.
With the volume reduction of 47%, the shear rate was still below the recommended level (the maximum value was 1500 s-1) while the scorch levels remained almost unchanged. The available machine had a maximum injection pressure of 1800 bar while the redesigned channels required a pressure of only 1064 bar.
With this new runner volume, material consumption was reduced by 89 g per shot, with a total cycle of 360 s. The mold operates over three production shifts, and, with the rubber price at $6.40 per kg, the annual savings were calculated to be $33,108, for the decrease in material consumption alone (without considering the extra costs to discard this material).
At ASPEM, SIGMASOFT® Virtual Molding is used throughout the complete mold design, supporting the decision making process in aspects such as injection pressure, cavity number and thermal efficiency. According to Sandro Junior Paulino, Technical Director of ASPEM, “It is possible to analyze the complete process in advance, from warming up the mold all the way through the part vulcanization. In this way, the development team and the molder have more information to quote a new project, with reliable details about curing time and optimum cavity number”.
The implementation of SIGMASOFT® Virtual Molding has positively impacted the productivity and shortened the time for project execution: "We have increased productivity because the molds built based on information delivered by SIGMASOFT® hardly ever return for adjustments after initial trials”, stated Paulino.
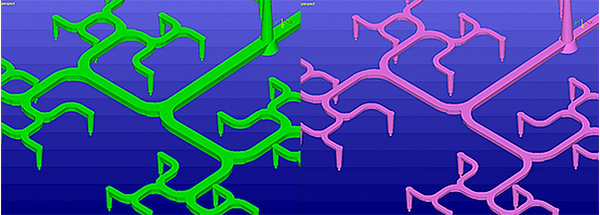
With SIGMASOFT® Virtual Molding the runner volume was reduced by 47% in a 48-cavity mold. Left: initial configuration. Right: optimized runner